Feeder (Carding Feeder) là gì trong dây chuyền vải không dệt xăm kim
Carding Feeder hay máy cấp xơ cho máy chải hoặc máy cấp xơ dây chuyền vải không dệt xăm kim là thiết bị đầu vào của dây chuyền vải không dệt xăm kim. Chức năng chính là phân phối và định lượng xơ từ hệ thống mở (opener) hoặc blender vào máy chải (carding machine), đảm bảo lớp xơ đầu vào ổn định, đồng đều khối lượng và không bị tắc nghẽn.
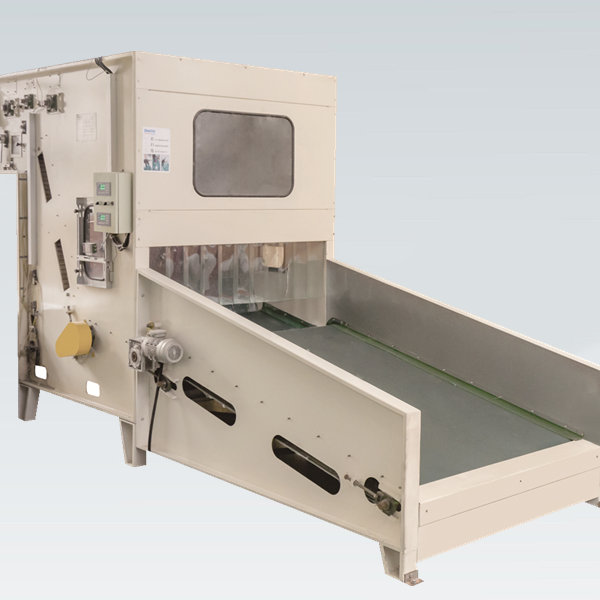
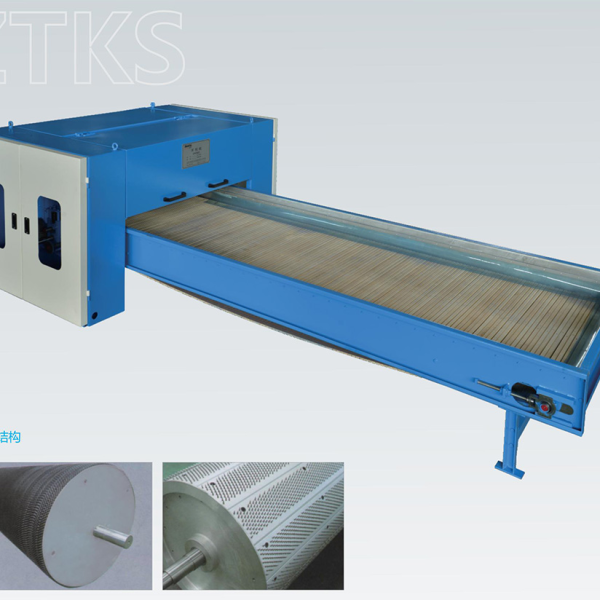
Cấu tạo cơ bản của Carding Feeder
– Băng tải cấp xơ thô (Conveyor Belt): đưa xơ từ hệ thống mở sang thùng cấp.
– Thùng nạp (Feeding Chamber): chứa và phân phối xơ theo lượng định sẵn.
– Trục cấp xơ (Feeding Roller): kiểm soát lưu lượng xơ đi ra.
– Cảm biến khối lượng (Weight Sensor): đo và điều chỉnh lượng xơ liên tục.
– Băng tải ra (Output Conveyor): chuyển lớp xơ đồng đều sang máy chải.

Máy cấp xơ cho máy chải
Nguyên lý hoạt động của Feeder
Xơ được đưa liên tục vào thùng nạp, cảm biến khối lượng và trục cấp xơ sẽ phối hợp điều khiển tốc độ băng tải để giữ khối lượng đầu ra ổn định. Khi lớp xơ ra dày hoặc mỏng hơn tiêu chuẩn, hệ thống tự động hiệu chỉnh tốc độ trục và băng tải để bù trừ sai lệch.
Các yếu tố ảnh hưởng đến hiệu suất Feeder
- Độ chính xác của cảm biến khối lượng: yếu tố quan trọng nhất để đảm bảo ổn định GSM.
- Tốc độ băng tải và trục cấp xơ: cần đồng bộ để tránh dao động định lượng.
- Loại xơ: xơ tái chế hoặc xơ ngắn dễ gây tắc, không đều.
- Thiết kế thùng nạp: ảnh hưởng đến khả năng phân tán xơ.
- Độ sạch của hệ thống: bụi xơ hoặc xơ tồn đọng dễ gây sai lệch cảm biến.
Các lỗi thường gặp khi vận hành Feeder
- Lớp xơ ra không đều:
– Nguyên nhân: cảm biến khối lượng lỗi, bị bám bụi hoặc hiệu chuẩn sai.
– Khắc phục: vệ sinh cảm biến, kiểm tra tín hiệu điều khiển và hiệu chuẩn định kỳ.
- Tắc xơ tại thùng nạp:
– Nguyên nhân: xơ ẩm hoặc xơ đàn hồi thấp.
– Khắc phục: điều chỉnh tốc độ trục, kiểm soát độ ẩm nguyên liệu.
- Sai lệch khối lượng định mức:
– Nguyên nhân: cảm biến bị trôi giá trị, băng tải trượt.
– Khắc phục: kiểm tra cơ khí, hiệu chuẩn PLC và sensor.
- Dao động xơ theo chu kỳ:
– Nguyên nhân: tốc độ băng tải và trục không đồng bộ.
– Khắc phục: đồng bộ vòng điều khiển tốc độ.
- Khối lượng vải không đều trên toàn bộ chiều dài khổ vải (chỗ nặng, chỗ nhẹ – random):
– Đây là lỗi rất phổ biến trong sản xuất vải không dệt xăm kim, đặc biệt ở các dây chuyền dùng feeder thông thường.
– Nguyên nhân chính: máy cấp xơ phân bố không đều, cảm biến phản ứng chậm hoặc chưa có hệ thống điều khiển tự hiệu chỉnh.
– Ảnh hưởng: vải không ổn định GSM, gây khó khăn cho cross lapper và needle loom.
– Khắc phục:
- Dùng feeder có cảm biến khối lượng chính xác cao (load cell + feedback control).
- Ứng dụng công nghệ điều khiển tự động liên tục (continuous weight control).
- Chọn máy cấp xơ thế hệ mới từ châu Âu có khả năng phân bố xơ mịn và ổn định hơn.

Cách tối ưu hoạt động của Feeder
– Hiệu chuẩn cảm biến khối lượng định kỳ.
– Giữ đồng bộ tốc độ giữa các trục và băng tải.
– Sử dụng nguyên liệu có độ dài và độ mảnh ổn định.
– Vệ sinh hệ thống thường xuyên để tránh nhiễu tín hiệu.
– Ưu tiên máy có PLC điều khiển tự động và cảm biến GSM online để giảm sai lệch khối lượng.
Kết luận
Carding Feeder (máy cấp xơ cho máy chải) là khâu đầu tiên và có ảnh hưởng mạnh nhất đến chất lượng vải không dệt. Một hệ thống cấp xơ chính xác, đồng đều và tự động sẽ giúp đảm bảo web ổn định, tăng hiệu suất của máy chải và toàn bộ dây chuyền needle punching.